ファインバーテック 高精度加工技術
めっき加工技術
 金属表面に硬い皮膜を生成させる技術は日々進化を続けております。
金属表面に硬い皮膜を生成させる技術は日々進化を続けております。
電気めっき類の中で、最も硬い皮膜を析出することが出来るものに硬質クロームめっきがあります。硬質クロームめっきは低温(50℃)で処理出来る為、製品に歪みが発生せず、通電性がある金属であれば大半のものに析出できます。
又、密着性がよく肉盛り性も良好な為、機械部品の補修目的として多く使われています。
なおかつ、めっきの張替えが容易な為、多岐に使用されております。
浴には2種類あります。
一つはサージェント浴によるめっき、もう一つは非フッ化浴による高硬度めっきです。
下記に各々の特徴を述べます。
| サージェント浴 | 比較項目 | 非フッ化浴(HEEF25) |
| 45℃~55℃ | 浴温度 | 45℃~55℃ |
| 750~950HV | めっき硬度/荷重100gf | 950~1100HV |
| 良い | 光沢 | 大変良い |
| 良い | 耐摩耗性 | 大変良い |
| 良い | 耐食性 | 非常に良い |
| 良い | 肉盛性 | 良い |
| 良い | 離型性 | 非常に良い |
| 普通 | めっき速度 | 早い |
| 良い | 付き回り | 非常に良い |
| 普通 | マイクロクラック数 | 多い |
| サージェント (x100) クラック数 765本/cm 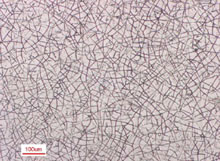 |
表面クラック写真 | HEEF25 (x100) クラック数 1,710本/cm  |
| サージェント(x200) 膜厚 134.4μm 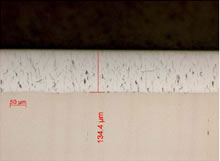 |
断面写真 | HEEF25(x200) 膜厚 65.3μm 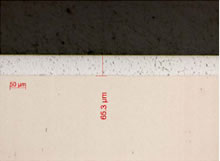 |
色々な使われ方
SU304で耐食性がある部品を作りたいが、製品に焼入れが出来ない為めっきで硬い部分を作りたい。
アルミを用いて軽いローラーを作りたいが、アルミだとすぐ磨耗してしますのでローラー表面にだけめっきをしたい。
イオンチッカ処理をしようと思う軸があるが、チッカ処理するところ以外にめっきをしてほしい。(チッカ防止の為のめっき)
製品の仕上げ中、誤作をしてしまい、作り替える時間も無い為、顧客に了解を得たのでめっきで肉盛りして仕上げてほしい。
シャフトに部品を挿入して使うのだが、挿入時にガジリが発生する為、グリス溝を設けためっきをしてほしい。(めっき層だけ凹を付ける)
シャフトの高圧受け部を、超厚めっき(300μm以上)で補修したいが、面圧が高いのでめっきが剥離した時が怖い。(めっき層に縁切りを行い、連鎖剥離を防ぐ)